Above ground Storage Tanks are usually installed outdoors which can lead to problems when the product viscosity is affected by colder temperatures. The solution is to add a heater to warm the product and maintain a free flowing viscosity.
In 1998 the Environmental Protection Agency (EPA) ruled that owners of Underground Storage Tanks must conform to standards that were established for secondary containment. Secondary containment tank is a tank assembly consisting of a primary tank and an integral outer secondary containment means capable of being monitored for leakage. EPA required all Underground Storage Tanks to be retrofitted to meet secondary containment requirements, removed or replaced by Above Ground Storage Tanks. Many State Agencies have indicated the use of Above Ground Storage Tanks is the best option. Above ground Storage Tanks are usually installed outdoors which can lead to problems when the product viscosity is affected by colder temperatures. The solution is to add a heater to warm the product and maintain a free flowing viscosity.
Design Requirements
An 8,000 gallon rectangular Above ground Storage Tank filled with diesel fuel was installed at a major airport in the Chicago area. With a design outside winter temperature of ‐20ºF and 10 MPH winds a heater is required to maintain the fuel at 40ºF. Since no openings were allowed in the side of the tank the only access for the heater was through the top of the tank. Using the new Indeeco I‐HEAT heater selection program it was quickly determined that a 2 KW immersion heater would be required.
Solution
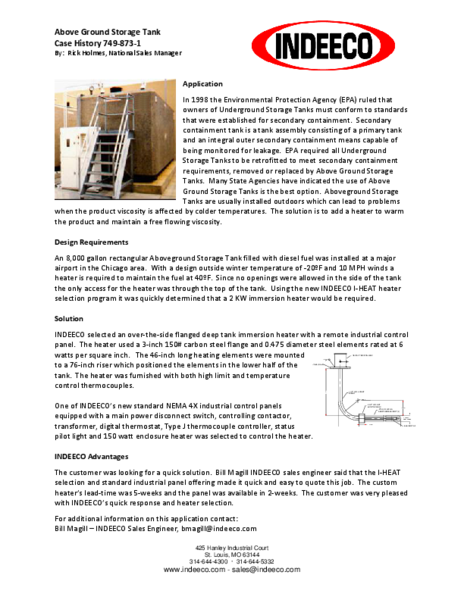
Indeeco selected an over‐the‐side flange deep tank immersion heater with a remote industrial control panel. The heater used a 3‐inch 150# carbon steel flange and 0.475 diameter steel elements rated at 6 watts per square inch. The 46‐inch long heating elements were mounted to a 76‐inch riser which positioned the elements in the lower half of the tank. The heater was furnished with both high limit and temperature control thermocouples.
One of Indeeco’s new standard NEMA 4X industrial control panels equipped with a main power disconnect switch, controlling contactor, transformer, digital thermostat, Type J thermocouple controller, status pilot light and 150 watt enclosure heater was selected to control the heater.
Indeeco Advantages
The customer was looking for a quick solution. Bill Magill Indeeco sales engineer said that the I‐HEAT selection and standard industrial panel offering made it quick and easy to quote this job. The custom heater’s lead‐time was 5‐weeks and the panel was available in 2‐weeks. The customer was very pleased with Indeeco’s quick response and heater selection.